
В первой статье этой серии мы рассмотрели толщину материала, радиусы изгиба, длину фланца и особенности К-фактора, которые проектировщики должны учитывать при создании конструкций из листового металла. В этой статье мы рассмотрим дополнительные функции и ограничения, которые обычно встречаются при проектировании компонентов из листового металла.
Разгрузка при изгибе
При изготовлении детали с прилегающими изгибами в детали должны быть сделаны специальные надрезы, чтобы предотвратить разрыв материала возле изгиба в процессе гибки. См. Ниже пример не подлежащего изготовлению изгиба без рельефа и детали с учтенным рельефом.
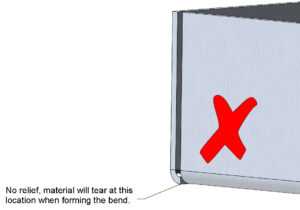
Отсутствие конструкции рельефных деталей из листового металла
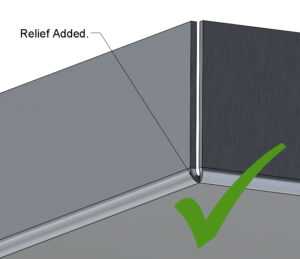
Конструкция деталей из листового металла
Для отводов, фланцы которых не соприкасаются, проектировщики могут использовать несколько различных типов разгрузки, два наиболее распространенных типа показаны ниже. Обратите внимание, что хорошее практическое правило, которому следует следовать при выборе размера для рельефного пропила, заключается в том, чтобы ширина была не меньше толщины материала, а длина реза превышала радиус изгиба.
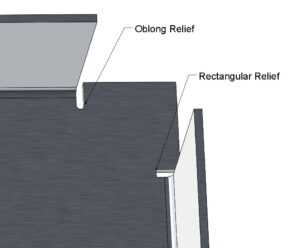
Конструкция деталей из листового металла
См. Ниже пример фланца, который был смещен во избежание необходимости в подрезке.
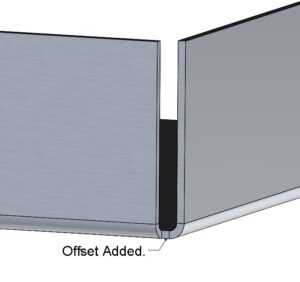
Правила проектирования деталей из листового металла с добавлением смещения
Важно учитывать, нужно ли закрывать углы фланца или нет, для них может потребоваться зазор для сварки.
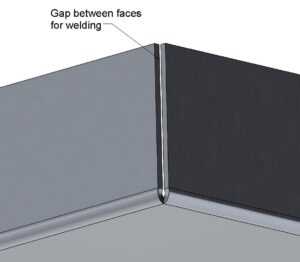
Правила проектирования деталей из листового металла с зазором под сварку
При закрытых углах есть возможность при необходимости сварить фланцы на внутренних поверхностях.
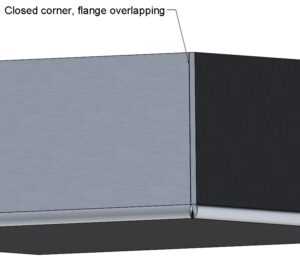
Правила проектирования деталей из листового металла перекрытие фланцев
Элементы отверстий
Отверстия и прорези, размеры которых близки к изгибам, подвержены деформации после изгиба; см. Ниже пример того, как отверстие может выглядеть после изгиба, если оно расположено слишком близко.
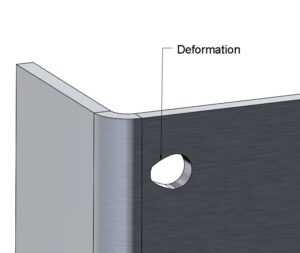
Правила проектирования отверстий в листовом металле
Чтобы предотвратить эту деформацию, минимальный размер кромок отверстия и паза от изогнутой кромки должен применяться следующим образом.
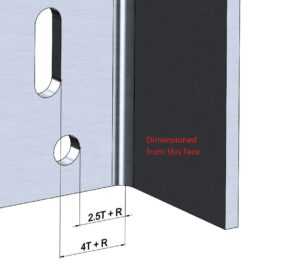
Правила проектирования отверстий в листовом металле
Минимальная кромка отверстия от грани сгиба = 2,5T + R
Минимальная кромка паза от грани сгиба = 4T + R
Где T — толщина материала, а R — радиус изгиба.
Убедитесь, что отверстия и прорези расположены как минимум в два раза больше толщины материала от любого края материала, как показано ниже.
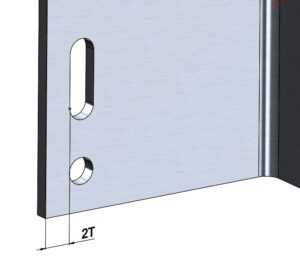
Правила проектирования расположения отверстий в листе металла
Обработка кромок
Некоторым компонентам выгодно иметь специальные элементы, сформированные из оставшихся кромок, две из этих основных функций — завитки и подгибы.
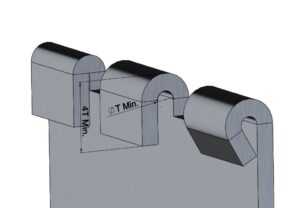
Завитки представляют собой круглые валики, образованные от края, они придают краю дополнительную прочность, а также делают его более безопасным в обращении за счет удаления острого края. Внешний радиус завивки должен быть как минимум в два раза больше толщины материала, хотя это будет варьироваться в зависимости от производителя и его инструментов для завивки.
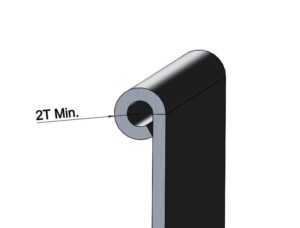
обработка кромки скручивания, правила проектирования листового металла
Подол похож на локоны, но имеет U-образную форму. Они полезны для усиления кромок и могут использоваться для соединения деталей друг с другом. Существует три основных типа подола: открытый, закрытый и каплевидный.
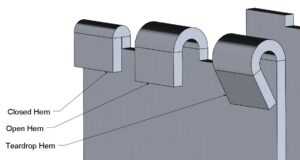
Обработка кромок, правила проектирования листового металла — кромки
Для создания закрытой кромки требуется большее усилие пресса. См. Ниже пример того, как можно использовать открытую кромку для соединения двух частей.
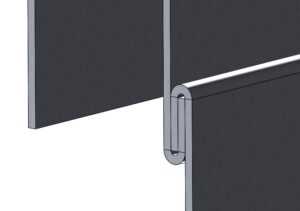
Обработка кромки кромки сборки, правила проектирования листового металла
Минимальные размеры кромки кромки различаются у разных производителей, следующие размеры являются общими.
Для открытой кромки и каплевидной кромки минимальный внутренний диаметр должен быть не меньше толщины материала. Для всех кромок обратная длина должна быть как минимум в 4 раза больше толщины материала.
обработка кромок, правила проектирования листового металла




