
Автоматизированные линии для производства следующих типов сварных сеток:
• Сетки для армирования ж/б конструкций
• Сетки для армирования кирпичной кладки и дорожных покрытий
• Cетки для ограждений, заборных конструкций
• Cетки для птицефабрик и звероферм
Нашей компанией разработана уникальная конструкция машины многоточечной сварки сеток, не уступающая по техническим характеристика ведущим зарубежным производителям таким как, Clifford, Schnell, AWM. Данная конструкция выгодно отличается от других, использованием модульного принципа построения линии по производству сеток. Основная особенность конструкции заключается в постепенном наращивании возможностей линии за счет установки дополнительных модулей. Таким образом, приобретая изначально только сварочный портал, можно в дальнейшем, при необходимости увеличения производительности, доукомплектовать линию необходимыми модулями.
Многоточечные машины контактной сварки для производства сварной сетки необходимы в том случае, когда возникают повышенные требования к производительности, качеству продукции. Применение автоматических и полуавтоматических многоточечных машин контактной сварки позволяет максимально эффективно решать вопросы производительности и качества продукции. Автоматические линии различаются по способу загрузки проволоки.
Линия для изготовления сварных сеток из мерных прутков работает с предварительно правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки. Полуавтоматические линии работают только с мерным прутком, при этом подача поперечных прутков осуществляется из бункера, а продольные прутки загружаются в позицию подачи к сварочному порталу вручную.
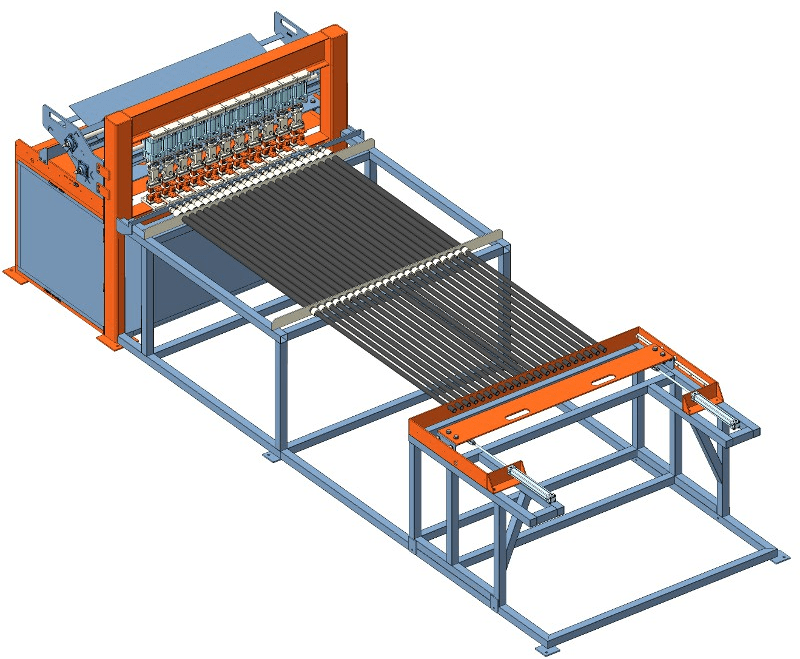
Принцип действия машин:
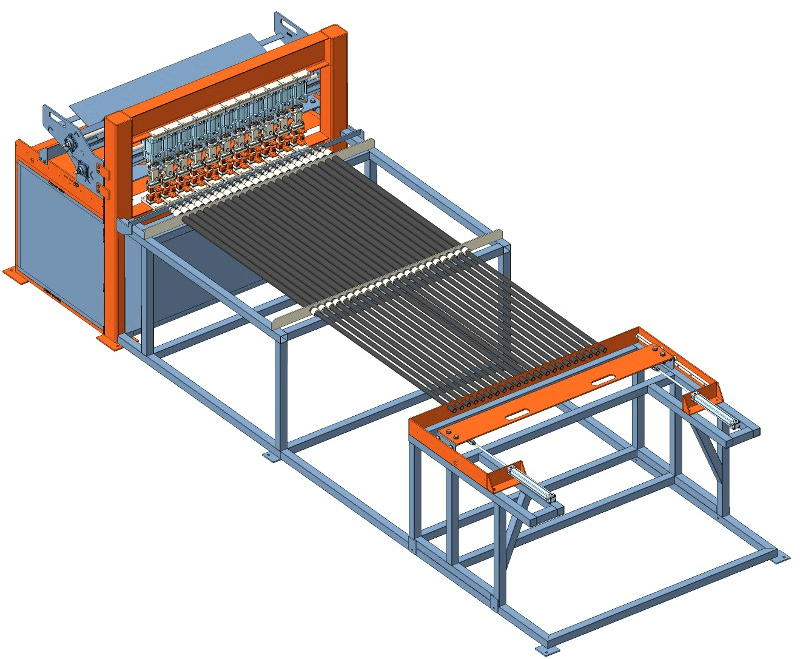
Сварочный портал WP
Модуль подачи продольных прутков SM
Модуль мерного реза гильотинного типа GC
Пакетировщик PU
1) Заранее нарубленные поперечные прутки подаются оператором посредством кран-балки либо грузоподъемного механизма в бункер модуля подачи поперечных прутков.
2) Продольные мерные прутки заряжаются либо напрямую в сварочный портал, либо в модуль подачи продольных прутков. В случае использования модуля подачи продольных прутков сокращается время простоя сварочной машины, за счет загрузки прутков в позицию подачи к сварочному порталу в процессе производства предыдущей сетки.
3) После подачи команды запуска сетка начинает свариваться на сварочном портале.
4) Далее сетка с помощью встроенного механизма протяга сварочного портала перемещается на модуль мерного реза гильотинного типа, где происходит поперечная резка сетки в карты. После этого сетка переходит на модуль пакетирования и кантования, где происходит её сброс на грузовую телегу, для последующего вывоза. Переворот каждой второй сетки, для более компактного формирования пакета, может осуществляться кантователем.
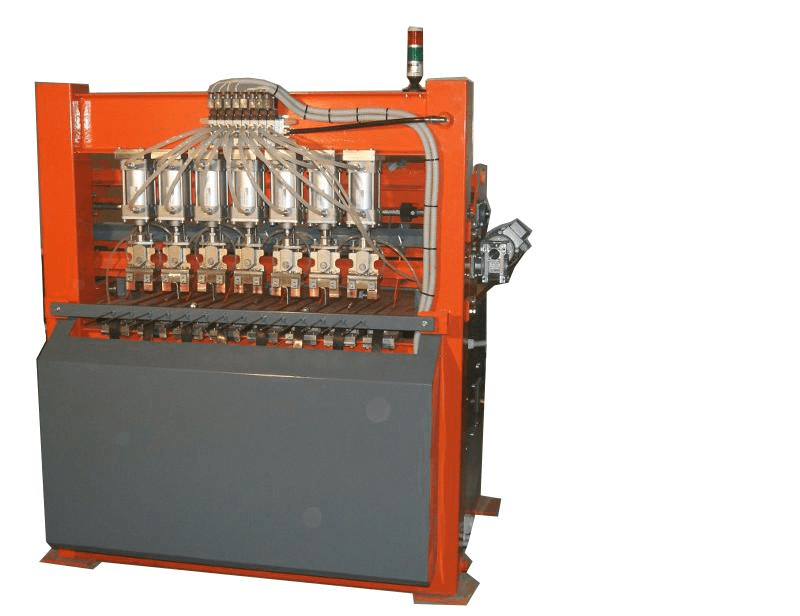
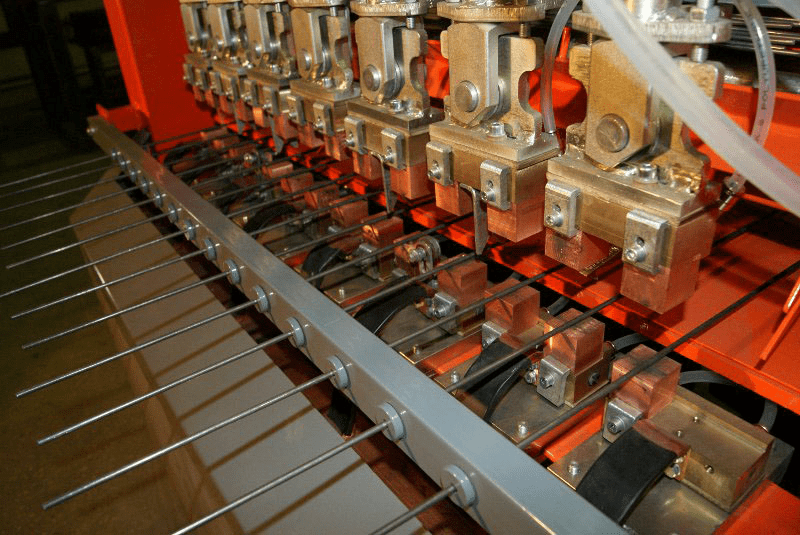
Сварочный портал
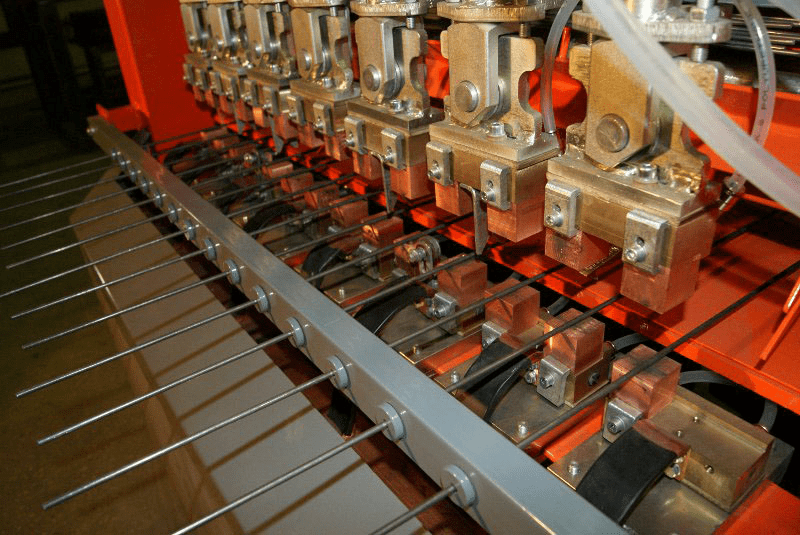
Сварочный портал является основной частью линии. Такие величины как максимальная производительность линии, диаметр свариваемых прутков, геометрические размеры и конструкция сетки определяются характеристиками сварочного портала. Сварочный портал укомплектован модулем подачи поперечного прутка. Для уменьшения требований к электрическим мощностям сварочный портал может использовать каскадный режим сварки (сварка поперечного прутка производится электродами последовательно).
Технические характеристики сварочных порталов полуавтоматической линии:
| Сварочный портал | WP-1000.75 | WP-2000.150 | WP-1000.150 | WP-2000.300 |
| Диаметры свариваемых прутков, мм | 3-6 | |||
| Размер ячеек (шаг 50мм), мм | от 50×50 до 200х200 | |||
| Максимальная ширина сетки, мм | 1000 | 2000 | 1000 | 2000 |
| Максимальное количество точек сварки, шт | 20 | 40 | 20 | 40 |
| Подача поперечного прутка | автоматически (бункер) | |||
| Подача продольного прутка | вручную/ с модуля подачи | |||
| Режим сварки | каскадный | каскадный/одновременный | ||
| Мощность сварочных трансформаторов, кВт | 75 | 150 | 150 | 300 |
| Потребляемая мощность, кВт | 10 | 40 | 40 | 80 |
| Производительность (поперечных прутков в минуту) | 10-15 | 10-15 | 40-60 | 40-60 |
Модуль продольной подачи прутков SM
Модуль подачи продольных прутков позволяет производить загрузку прутков к сварочному порталу в процессе производства предыдущей сетки, благодаря этому, сокращается время простоя линии, что ведет к увеличению производительности в среднем в 1,5-2 раза. Продольный пруток оператор вручную подводит к индивидуальному захвату. Перемещение продольных прутков к сварочному порталу осуществляется с помощью каретки. Датчики наличия проволоки позволяют исключить возможность изготовления бракованной сетки.
Модель SM-1000
Максимальная ширина сетки, мм……………………………………………………………1000
Максимальная длина сетки, мм………………………………………………………………3000*
Возможный размер ячеек, мм…………………………………..…от 50 до 200 с шагом 50мм
Количество подаваемых прутков, шт…………………………………………………………20
Модель SM-2000
Максимальная ширина сетки, мм……………………………………………………………2000
Максимальная длина сетки, мм………………………………………………………………3000*
Возможный размер ячеек, мм…………………………………..…от 50 до 200 с шагом 50мм
Количество подаваемых прутков, шт…………………………………………………………40
*(по заказу возможна длина 6 м)

Модуль мерного реза гильотинного типа GC
Модуль гильотины предназначен для поперечной резки сетки на заданную длину. Позиции реза гильотины конфигурируется на блоке управления сварочного портала. В гильотине используется электродвигатель, приводящий в движение маховик. При подаче команды реза маховик через редуктор приходит в сцепление с валом посредством зажимной муфты. Вал приводит в движение эксцентрики, которые поднимают и опускают ножи.
Модуль пакетирования PU
Основной задачей модуля пакетирования и кантования является освобождение сварочного портала от готовой сетки. Готовая сетка выгружается на вывозную телегу. В случае необходимости иметь более компактный штабель пакетировщик может быть укомплектован узлом кантования, переворачивающим каждую вторую сетку. Модули пакетирования представлены серией PU.




